耐磨陶瓷涂料施工
1.檢查環境溫度 施工期間,施工地點的氣溫須控制在5℃至40℃之間,如氣溫過低時,材料本身及施工區域則須加溫至5℃,直到耐磨膠泥涂抹完畢為止。但應避免在直接日曬或強風狀況
1.檢查環境溫度
施工期間,施工地點的氣溫須控制在5℃至40℃之間,如氣溫過低時,材料本身及施工區域則須加溫至5℃,直到耐磨膠泥涂抹完畢為止。但應避免在直接日曬或強風狀況下施工,以防止耐磨膠泥表面的迅速干裂。
2.進行表面處理
a.將要進行的防磨設備表面清理干凈,采用鋼刷反復擦磨至底層的骨材結構暴露形成板結體。
b.將表面松動的物質及雜質完全清除。
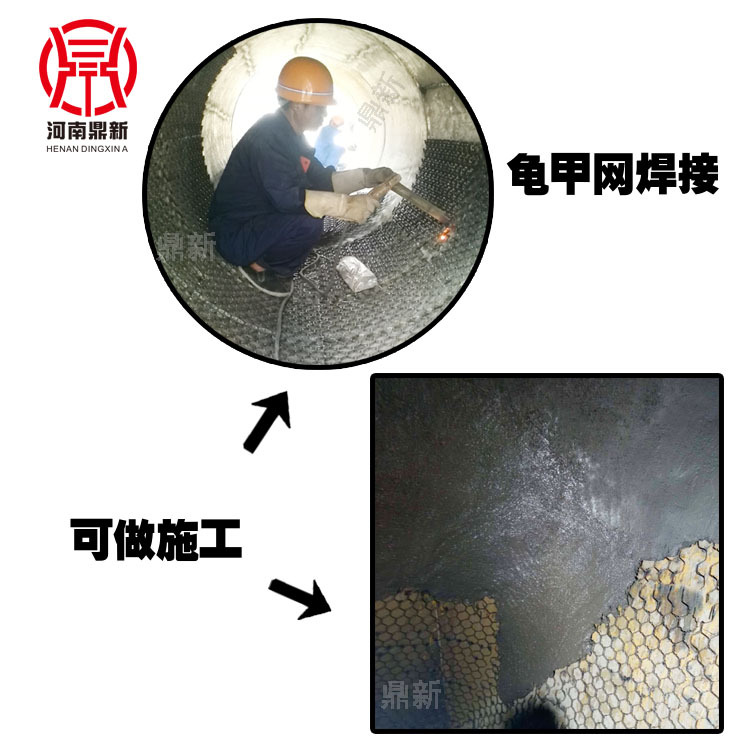
3.龜甲網焊接
龜甲網采用電弧焊雙面焊接,每個接觸骨架空格內雙面焊接,焊縫長度0.8mm。采用型號為:不銹鋼焊條,(焊后除渣)。其焊點抗拉強度平均值:320Mpa抗壓強度平均值:550Mpa。
為了確保強固的附著性,安裝時應盡量調整龜甲網,使龜甲網和施工面之間的距離足以讓耐磨膠泥完全包覆住龜甲網。龜甲網與鋼筋以點焊方式固定。焊點位置為接觸骨架的全部空格內。龜甲網的作用旨在使已涂抹上的耐磨膠泥不致脫落,尤其是當垂直表面或施工面朝下時。需采用未經電鍍和油漆的龜甲網。
4.混合與攪拌
攪拌:使用攪拌機,將干粉狀的耐磨料倒入攪拌機后,加15%的水或3-5%的膠攪拌約10分鐘。當澆筑一個大面積區域時,有必要將其分成小區域,便于施工人員進行施工,加快施工進度。
分三個界面攪拌及施工
(1)水平表面的澆筑涂抹:攪拌時間應在10~15分鐘內使用,即料有很好的流動性,加水量還要控制在低標準,避免二次加水。將約10升陶瓷耐磨涂料倒在部件上,然后用砂漿板分別倒在各端,涂抹到所需厚度,不時檢查澆筑層的厚度,確保厚度正確。
(2)垂直表面的涂抹:要求攪拌時間在20分鐘以上(取決于氣候條件),如有必要,按100KG/干粉加專用添加劑5%,直到獲得合適的粘稠度(能夠形成一個“濕球”)。從桶內取出新拌的陶瓷砂球放在砂漿板上,把砂漿板拿到龜甲網的表面,把砂漿壓入龜甲網和部件之間的夾層內。在向上推動砂漿板的同時,從一端到另一端快速移動砂漿板。使用這種方法,陶瓷砂漿更易于涂抹,不時檢查澆筑層的厚度。
(3)頭頂表面澆筑:在陶瓷砂漿用于頭頂位置時,增加3分鐘的攪拌時間以獲得粘性更大的陶瓷砂漿,將會有利于頂部澆注。將新拌的陶瓷砂漿放置在砂漿板上,向上把陶瓷砂漿壓龜甲網內,把砂漿板移回起始位置,然后從一端到另一端做重復幾次“之”字運動。使用這種方法,將容易把陶瓷砂漿澆筑入部件和龜甲網之間的夾層。在陶瓷砂漿還“濕”的時間后,確保已獲得正確的厚度。為確保涂抹工程質量,工人必須站在盡量靠近頭頂涂抹面的地方,必要時還需低頭,這樣做涂抹的工人才有足夠的力量下壓和移動砂漿板。
5檢查氣袋:
涂抹時不時檢查陶瓷砂漿,確認砂漿壓入龜甲網的后面,并且襯板中沒有氣袋,因為這可能會引起襯板的脫落。用泥刀刮開約10х10CM的砂漿,露出龜甲網,檢查是否有氣袋,如果有氣袋澆筑時應該在龜甲網后面壓入更多的陶瓷砂漿。檢查完之后,在刮開的地方再次涂抹陶瓷砂漿,并且用砂漿板抹平。如果檢查發現氣袋漏氣,則已涂抹的陶瓷砂漿應從部件上除去,丟棄不再使用,必須用新的砂漿涂抹于發現氣袋的區域。
施工注意事項
(1)耐磨陶瓷膠泥一定要緊緊地壓入龜甲網下方。
(2)施工區域必須清理干凈,并按照2、3、4所述確實進行。
(3)施工應以較小范圍開始涂抹,并緊緊壓至龜甲網之下,更重要的是,在表面干掉前,就應該在每次涂抹時便達到所要求之厚度。完工之后,可用鏝刀將表面抹平,必要時則灑些水潤濕。
(4)施工于水平面時,建議直接在覆蓋面或鏝刀上使用振動機,使其更均勻和緊密。但是垂直面或向下施工面,則不可使用振動機。
(5)表面完成之后,必須立即保護表面以防止迅速干化,用專用養護液進行處理。
(6)施工完畢后的耐磨陶瓷膠泥盡可能達到3天的養護期,原則上至少不低于3天。在養護期內,必須每天進行養護。
(7)耐磨陶瓷膠泥在施工過程中及養護期內,嚴禁任何敲打、錘擊等沖擊行為。
相關產品